���՟ᾀ
159-002-81777
���՟ᾀ
159-002-81777
�_�ܼ��F�A�����z�I�N����
ϵ����������
�Ԓ��138-2055-8625
���g��159-002-81777
E-mail: tshya@163.com
QQ:1796765366
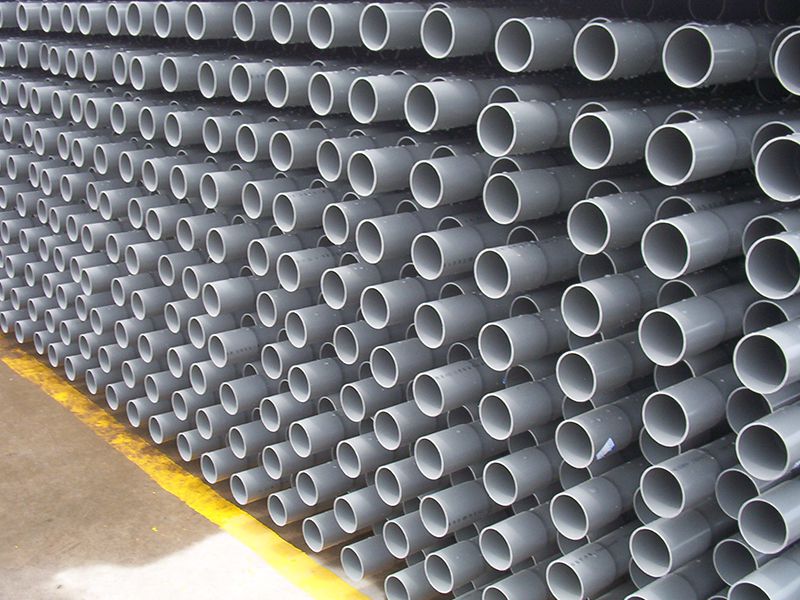
��1�����_���A�����oˮPE��ʩ���r����
�ˌ��������ܲ�Ҏ�����ȼ��Ƿ���m���龃������Ƿ��пġ�����������
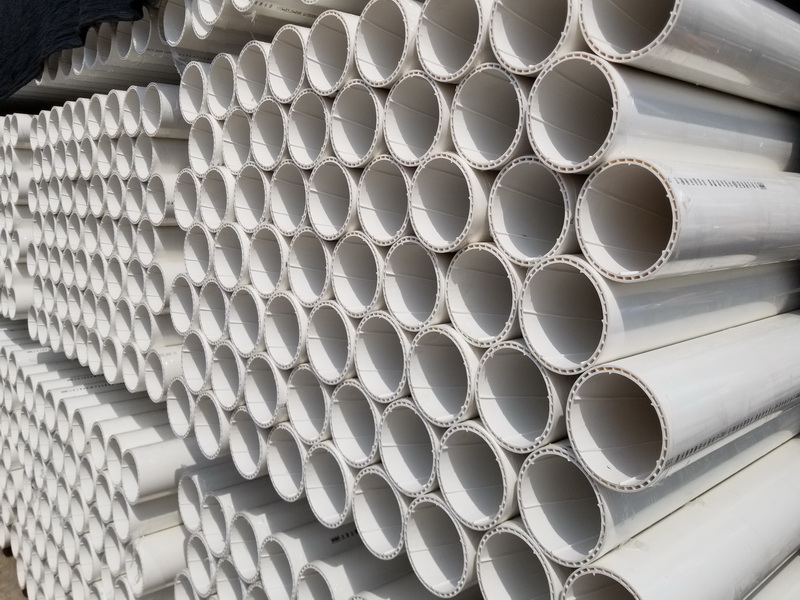
��2���������IJ�ʎ���ɹܶ˵����ۻ��
��3�����������Ĺܲ����ڙC�ܿ��ȣ�ʹ�ɶ�������L���ஔ�ܲęC������ľֲ���֧���У�ʹ�ܲ��S���c�C�ܺ��ľ�̎��ͬһ�߶ȣ������ÿ��߾o�̺ã�
��4�������ٵ����ȳ��_�ٵ��Դ�_�P�����ٲ��n�ܲăɶˣ������Ԑܮ��ĉ�����ֱ���ɶ����s����м���F����м��Ȟ�0.5��1.0mm�����^�{���ٵ�Ƭ�ĸ߶ȿ��{����м��ȣ������������Ե�Ƭ�r�������_��Ӽܣ��P�]�ٵ��Դ��
��5����ȡ�ٵ������n�ɹܶˣ��龃�ɶˌ��R��r���ܲăɶ˵��eλ�����ó��^�ں��^�{ԇ�ܲ�ֱ���Ⱥ��ɾo�������Ը��ƣ��ܲăɶ������|�g϶Ҳ���ó��^�ں�t���ٴ������ֱ��֪����Ҫ��
��6�����ӟ������Ļ҉m�͚��������������ձؼ��ⲻ�Ä����ӟ������IJ�ճ�ӣ����龃�ӟ��ض��Ƿ��_���O��ֵ��
��7���ӟ��ض��_���O��ֵ����C�ܣ�ʩ��Ҏ���ĉ�����ֱ����߅��ˮ��߅�_��Ҏ��ֵ��0.1���ܲıں�+0.5mm����
��8���������pС�����|���������m�ӟ���Ҏ���ĕr�g��
��9���M�c�����_��Ӽܣ�Ѹ����ȡ�ӟ�壬���n�ɹܶˣ���r�g�g���M���̣ܶ����L���ó��^�ГQ�r�g����sҎ���ĕr�g��ж�������_���ߣ���ȡ�B����ɵĹܲġ��ܵ�����ͨ����ͨ��׃�����Ќ��T���w�e�^���ğ����k��ͬ��������
��10���ӟ��ꮅ�����Ӽӟ�呪Ѹ���[Ó���B���������ƽ������ʹ�ɴ��B�����R��픾o���γ�ƽ������ƽ���^�ɵ��ܲı��w����߅�����Ȟ�5-8mm���߶Ȟ�3-5mm���ӿڱ�����s36min��ж�_�A�߲��龃�ӿ��|����

Copyright © 2018 All rights reserved.
�_�ܼ��F�A�����z�����gӭ�� ���g֧�֣�����㑾W�j
���՟ᾀ��159-002-81777 �Ԓ��022-27262116 �]�䣺tshya@163.com
��ַ������н��υ^�p�۹��I�^�ۿƵ��cƵ����ڣ�Ƶ�10̖���Є��a�I�@64̖��

��һ���Pע�҂�